Impact Story - A Journey of Ergonomics: Sustainability and Impact Across the Years
Prepared by: Allison Stephens, 2025
Note: PDF version of the Impact Story available for download at end of page.
Table of Contents
Step 1: Demonstrate Management Commitment & Leadership
- Updating Cell Layouts for Engineers
- Cascade Effect
- Engineering Performance Reviews
Step 2: Facilitate and Encourage Workers' Participation
- “Don’t Talk to the Ergonomist”
- Junkyard Wars
Step 3: Plan Hazard Identification and Risk Assessment
- Job Code System, 1988
Step 4, 5, 6: Recognize, Assess, Control, Evaluate (RACE)
- Roller Table for Wheel Decking Intervention
- Cushion Room Intervention
Step 7: Provide Education and Training
- Collaboration with University of Michigan and University of
Waterloo
Step 8: Evaluate Controls, the Program & the Org.’s Performance
- Safety, Quality, Delivery, Cost, Morale (SQDCM)
Step 9: Document Lessons Learned and Stakeholders’ Feedback
- Best Practice Database
Step 10: Review Processes, Achievements, and Identify Areas for
Improvement
- Development of Ergonomics as part of Engineering: use of
- Digital Human Models
Creating a Sustainable Program
- Global Standard Cell
- System Design Specifications (SDS)
PREFACE
This impact story outlines the professional journey of an Ergonomist, Allison Stephens, and her experiences working at Ford Motor Company for over 30 years. The story spans from her roots as a co-op student and the first Ergonomist in the company, to her role in expanding the ergonomics program throughout the globe. She highlights how she started in the health and safety department, which is often the case for
Ergonomists, working primarily on reactive ergonomic issues, and how her move into the Engineering department was a crucial step towards the proactive program implemented at Ford today.
While there are organizations successfully integrating the concepts outlined in the MSD Prevention Guideline for Ontario, these stories are not often captured. This leaves organizations that want to get started without examples they can draw from. The purpose of this impact story is to provide workplaces with examples of how MSD prevention concepts can be implemented, in alignment with each step of the MSD Prevention Guideline. The outcomes and impact of the program are discussed, as well as lessons learned. The concepts covered can be used for inspiration and guidance on how a workplace can move toward reducing MSD injury rates and improving performance metrics.
Preface by CRE-MSD

Disclaimer
This impact story is a collection and reflection of my career at Ford. All photos, graphs, and pictures have been used at conferences, talks and in media communication in the past with Ford’s knowledge. They tell a great story of Ford’s awesome safety culture. I would like to thank Ford, Unifor, and UAW for the experiences I had in my 30-year career as an ergonomist.
Learn how the program:
- Impacted organizational culture
- Improved not only injury rates, but quality, morale, and productivity
- Grew to include reactive and proactive prevention
Step 1: Demonstrate Management Commitment and Leadership
Demonstrating management commitment and leadership is an evolving process. No matter where you are in your MSD prevention journey, whether you're figuring out how to start a program or you’re in the middle of implementation, this step is always evolving. This impact story provides an example of how management commitment evolves over time. To get the program started, the push came from the union; they suggested that the company start an ergonomics program in 1986. A great way to test new concepts out is to engage universities and colleges, and Allison Stephens was hired as a co-op student from the University of Waterloo in 1985.
Using the science of biomechanics, the way Ford thought about assembly work started to change. Ergonomics could help reduce injuries, increase productivity, reduce absenteeism, positively impact workplace culture, and improve quality. For example, relocating the storage of assembly parts from floor to waist height garnered buy-in from workers and reduced injuries, decreasing insertion efforts for hard to install parts reduced risk and led to quality improvements, and optimizing reach zones facilitated productivity improvements. All these changes accumulated over time, gaining momentum and growing management’s commitment to the program. Over the next 20 years, the ergonomics program would be a key component of Ford's Health and Safety approach, eventually expanding the program from St. Thomas, Ontario to the United States, and all over the globe. Highlighted are a few key parts of the Ford ergonomics program that demonstrate the steps along the journey.
Updating Cell Layouts for the Engineers
“In the early years of the ergonomics program I found myself working overtime to understand the layout of the plant. My enthusiasm came from my new role, but also from a desire to fully understand the ins and outs of the space we worked in. Updating the layouts for the engineering department gave me a comprehensive understanding of the plant, and a strong relationship with the department I would be working with in the future. This early success was only possible because of my enthusiasm and desire to understand how the plant worked.”
Key Messages
- Go beyond your role in health and safety, understand what is motivating other key stakeholders and departments (i.e., engineering, purchasing, quality, etc.) and use that to push ergonomics projects forward.
- Communicate the cost savings of the projects effectively, and in a way that key stakeholders will understand.
Cascade Effect
“The focus of our ergonomics systems in the manufacturing plant was the assembly line worker and making the jobs safer. It was hard for others (such as management and the engineering department) to understand the benefits to them. In 1988, the Crown Vic was one of the best selling car models, it was incredibly popular. The design, specifically where the speaker was installed in the door, required awkward wrist postures and resulted in injuries. We struggled to create a safer installation process, with Kevlar gloves and assembly tools. Design changes initiated from the plant during production were almost unheard of at that time. Vehicle designs are frozen years in advance of them being in production. I was determined that a design change that increased the size of the hole in the door in which the speaker is installed would be the best solution, as it would provide plenty of space to install the electric wiring in the door using a neutral wrist posture. Fast forward several years later; one day I was approached by my boss, the plant manager at the St. Thomas Assembly Plant in Ontario. The Ford Taska Dealership (a large revenue generating dealership) wanted to know who was responsible for the design change to the door speaker opening. I thought “uh oh, they have run into a problem that I had not foreseen with the change”. No. The dealership wanted to personally thank me.
Their mechanics were so happy with the design change because it made their repairs to the electronics in the door so much easier. You never know the cascading effect of your work. Push for solutions even when the process to get the change is difficult; the outcome of the change can have cascading effects.”
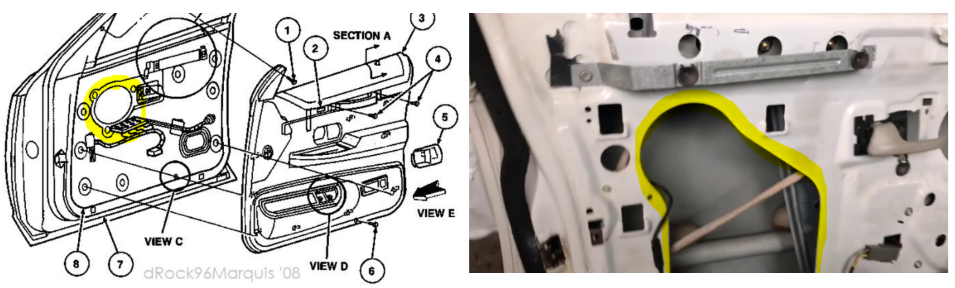
Speaker opening is highlighted in yellow, pre-modification drawing on the top and post-modification photograph on the bottom.
Key Messages
- Some changes take a long time to implement and are not easy to justify. Don’t give up, the outcomes of a good solution can have cascading effects.
- Ergonomic improvements have a primary goal of reducing injuries, but often have more benefits of a better design that improves efficiency and quality.
- Making a design change to improve ergonomics may have a positive effect on more people than you think.
Engineering Performance Reviews
“Ergonomics was a relatively new focus for a lot of manufacturers, and Ford was no exception. Thankfully management cared about safety and wanted to prioritize a company-wide culture of safety. It was good to have folks like me and my team analyzing and evaluating MSD in the plant, but we needed a focus on ergonomics at the engineering level. Safety during assembly was written into the policy, but it was vague and unmeasured. “Design with safe ergonomic practices in mind,” was the current objective, but it was unclear what that meant or what action to take. At our annual safety leadership meeting, management wanted to motivate engineers to facilitate ergonomics in their designs and processes. With the support of our higher-ups, we wrote ergonomic objectives that were incorporated into the engineers’ yearly performance reviews (see example below). Instead of unmeasurable sweeping statements, we created the specific and measurable criteria that engineers would be evaluated on.”
![image showing an example mockup of a performance review, showing the key business objectives "Safety Minimize the risk of operator injuries through Zero Red Ergonomic design issues [during early design phase] 10% yearly reduction in minutes of overhead work on selected programs"](/sites/default/files/2025-09/impact%203.PNG)
What is a ‘red ergonomic design issue’?
A red ergonomic issue is an issue that does not meet the following criteria:
- Provide hand clearance of 95th percentile male hand to install,
- Insertion effort to accommodate 75% of female strength, and
- Part within reach of the 5Th percentile female.
“The ergonomics objectives were understandable, measurable, and achievable. With the support of our Director, our team was able to implement short term and long term goals for all levels of management at Ford from Chief Program Managers to front line Engineers. Ergonomics is everybody’s job. When the engineers knew what was expected of them, they pursued them enthusiastically. Having everybody working on ergonomics with the corporation ensured an ergonomically friendly assembly process for our workers.”
Key Messages
- Show your workers that ergonomics is integrated right into the company culture, and that you value it as an organization – it doesn’t end at having an MSD prevention policy.
- If you don’t measure it, it will not get done.
- Safety is everybody’s job, define what this means to the engineers so they can accomplish it.
Step 2: Facilitate and Encourage Workers' Participation
Step 2 of the Guideline highlights the need for organizations to engage workers in MSD prevention activities. This includes empowering workers with knowledge and awareness of MSD and workplace hazards to encourage early reporting, and involving workers in all aspects of the hazard intervention process (or RACE process). Additionally, the organization should ensure there are open lines of communication regarding ergonomics activities. In the “Don’t talk to the ergonomist” story, effective communication with workers is highlighted.
“Don’t Talk to the Ergonomist”
“The relationship between union and management has always been a delicate dance. In my early days working at Ford St. Thomas plant, a headline appeared in the workers union newsletter, “Don’t talk to the Ergonomist". I had always had their safety as a priority, so why the hostility?
As it turned out, my attempt to streamline ergonomics was taken as a dastardly scheme concocted by the engineers. I wanted to sign off on new worker allocations before we wasted time implementing them, reviewing them, getting feedback, getting pushback, and so on. It was easier for me to sit with the engineers and say “Yes, that meets ergo criteria” or “No, let's try an alternate solution.” This simplified the implementation of new allocations, but inadvertently cut out direct worker feedback. The union was not happy. Once we realized the frustration was not coming from the changes we were making on the line, but instead from the lack of communication about the changes we wanted to make, we added the union representative in the line of approval. Engineers would submit their plans to me, and I would perform an ergonomic assessment. I would then meet with both the engineer and union representative as part of the approval process. Communication was key. Without communication, even the best intentioned changes that were intended to help the workers, came off as the opposite. The best part, the union didn’t want me “coerced” by those pesky engineers anymore, so they insisted I have my own office. Who was I to complain?”
Key Messages
- Facilitating workers and workers representatives’ participation in all steps is the key to success. Without workers’ participation the reallocation (job change) process was controversial.
- Communication – any changes in a process need the input of all the parties involved. Giving everyone a voice at the table allows everyone’s voices being heard, and the opportunity for the best solution to come forward.
Junkyard Wars
“Not all ergonomics solutions come from committees and experts pouring over analysis and numbers. Sometimes the best solutions come from friendly competition. We were stumped with our weatherstrip installation; this repetitive high pinch-force task gave us a headache, along with all the other MSD injuries.
To find our solution, we created our own game show style competition between engineering teams. Remember the show Junkyard Wars? We stole their concept. Teams of engineers and workers were sent to the Ford Pilot Plant for the two day competition. They had access to all the resources of the plant, everything from a carpenter shop to advanced tooling. Day one was about design and day two was a free-for-all to make it work. The worker who installed the weatherstrip would be the judge. Let the games begin!
Throughout the competition there was collaboration between the teams, the workers, and our ergonomists. The two days were a bonanza of new ideas, teamwork, and fun. The winning team created a roller tool to install the weatherstrip. It worked, people were excited about the creative solution, and we implemented it in all of our manufacturing plants. They say competition breeds innovation, and sometimes that competition can be borrowed from a 90s reality show.”
Key Messages
- Participatory approach is key.
- Engagement at all levels, having fun, and working as a team improves company culture, builds teamwork, and creates spaces where people are able to share new ideas and approaches.
- Ideas that go above and beyond your typical objectives can have large impacts on awareness and participation in ergonomics programs.
- Making it fun helps with understanding of the ergonomics key concepts.
- Allocating internal resources, or hiring additional support may be needed to facilitate these activities - this can be done through hiring consultants or students to help with special projects like Junkyard Wars.
Step 3: Plan hazard identification and risk assessment
Step 3 of the Guideline focuses on creating a plan for executing the hazard intervention process (or RACE process). This includes creating systems or integrating current systems to include MSD hazard identification, developing processes for workers to report hazards and discomfort, creating a risk assessment team, and choosing appropriate risk assessment methods.
This may look different for each organization and industry, and the system can be improved over time. The process of establishing job codes was one of the first steps Allison took to start associating reports of discomfort with jobs and anonymizing them to help identify jobs with potential MSD hazards, and prioritize areas for further risk assessment.
Job Code System, 1988
“In ergonomics, so many of the consequences are not immediately visible and people need data to see the significance of the work that we do. Convincing people to make systematic changes within an organization as large as Ford relies on one thing, data. The data (i.e., injury statistics) needs to be tracked in a way that makes sense so you can do something with it. At Ford, injury reports were tied to workers. I needed to see patterns and trends about jobs, movements, and actions. To get my data, I devised codes (numbers corresponding to jobs), to track what workers were doing during their injury. Over time we could see clear patterns between MSD injuries and specific jobs. This was in 1988, and now, it seems like any ergonomics assessment would be incomplete without this kind of long-term data trend to guide our decision making. As soon as we started connecting specific jobs to worker’s comp. claims and medical visits, it was easy to push ergonomics forward and management was quickly on board with the changes too.”
Key Messages
- Injury data is a key metric to help understand where MSD hazards exist. Extracting injury data from the medical department by anonymizing the personal worker data through job codes, allows the injury data to be used as a lagging indicator.
- The injury tracking system needs to tie injuries to the jobs where they occurred. If the injuries are only grouped by department, this is too vague and does not provide the information needed to get to the root cause of the injury.
Related Resources
Job Code Case Study
Coming soon
Current State Map
Coming Soon
Worksheet to prioritize jobs or tasks for simple risk assessment
Step 4, 5, 6: Recognize, assess, and control hazards; evaluate controls (RACE)
RACE stands for Recognize hazards, Assess hazards, Control hazards, and Evaluate controls. This refers to an organization’s process for recognizing jobs with hazards, including MSD hazards even if no MSD, worker concerns, or reports of discomfort have been recorded. Workplaces can use information that they may already collect and review to help identify jobs that expose workers to MSD hazards. Once hazards are recognized, they can be eliminated, or further assessment may be required. Then, if a control is necessary, it should be implemented and evaluated. Learn more about the RACE process at msdprevention.com/RACE.
Roller Table for Wheel Decking Intervention
“Injuries sprang up in the wheel-decking operations, specifically at the point where workers would take the tire with the rim from a conveyor, and install it on the vehicle. Lifting tires is a high-force task; there is a reason Cross-Fit gyms like them so much. Workers would lift the tire, bounce it on the ground to get it to the correct height, and then balance it on their knee while they aligned it to the studs (see image to the right). Some workers even came in with homemade knee pads to limit the calluses and discomfort. A band-aid solution that didn’t solve the problem. I had fun making the control for the wheel installation problem. It began as a simple wooden table, a low cost prototype. Workers would roll the wheel off the conveyor and down the table, where it sat at the appropriate height to be installed into the wheel well. Problem solved, there was no more tire bouncing and knee pads.

Worker completing the wheel decking task: manually lifting the wheel into the wheel well with the support of their knee. The worker added the knee pad due to previous injury from contact stress and discomfort.
However, we were not finished. While worker feedback was incredibly positive, further analysis showed that there was still a risk of lifting the heavy tire. If the studs did not align with the wheel, the worker would have to lift it and realign the wheel. We needed a solution to a solution, which could easily be the motto of ergonomics. What we came up with were wheel bearings at the installation point of the table. Workers would still roll the wheels off of the conveyer, down the table, into the wheel well, but now they could push, pull and maneuver them on the spot to align with the studs, eliminating lifting of the tire.
We could have left it at “a table” as our solution. It reduced the injuries that we encountered in our screening and assessment, and that accomplished our original goal. The real success came in the evaluation. We received the feedback which was positive, but we continued our analysis, which led us to an even better solution. These days, the knee pads are gathering dust somewhere; even my old wooden table is probably mulching someone’s garden. The wheel roller table, our solution with wheel bearings to move tires from conveyors to the vehicle, is the global standard at Ford and used in automobile manufacturing all over the world. When I walked into the Ford plant in China years later - there was the wheel roller table!”
A worker completing the wheel decking job using the improved roller table to align the wheel in the wheel well.
Cushion Room Intervention
“Some ergonomics problems are obvious, but their solutions are much more difficult to discover. Two of the most obvious red-flags for MSD are high force and repetition. Our cushion room, where we pulled seat covers over the cushions, was notorious for worker injuries, with ~70% of workers experiencing injury or discomfort. The task required high grip force to stretch the fabric over the cushions. Workers would repeat this task in awkward wrist and hand positions hundreds of times per day. We struggled to create a control for the cushion room. The process had been in place for so long, we needed to think outside the box to create a solution that would reduce the force and repetition for the workers while maintaining product quality.
The eureka moment happened while I was at home watching a “how things are made” documentary about furniture. A factory in Arkansas used a vacuum seal to suck the air out of the foam before gently and easily covering it with the fabric. No pinching, pulling, or straining to get the cover installed. I contacted the furniture company in the documentary, who connected me with Reuben Krine from BJK Inc. to help me adapt this brilliant ergonomics solution for automobile seats. I thought their method of installing chair seat covers should be transferrable to vehicle seat covers, but it needed to be adapted to our needs. Ford had specific foam for their seats that wouldn’t work with the vacuum seal method without some modification, since air could travel through the foam. So we had to cover it in a non-crinkle film before we could vacuum seal it. The vacuum and the film made it possible to take the air out of the foam, allowing workers to install the seat covers without the high pull forces, making their job easier, quicker, and safer.
After we implemented the system in the cushion room at the St. Thomas Plant, the results spoke for themselves. The MSD hazards were eliminated, and subsequently, injury rates decreased by approximately 90%, installation time decreased by a significant margin, and the easier task reduced quality errors. We were happy with our measurable results, but the workers were even more thrilled, boosting morale in the cushion room.
With humble beginnings in the St. Thomas plant in Ontario, this cushion room revolution became the global standard in Ford manufacturing. With the impactful results that we saw from our RACE analysis, upper management made the easy decision to make it standard. When Ford diversified and sold cushion manufacturing, the ergonomic seat sucking equipment went along with it.”
Key Messages
- Solving the most difficult problems takes creativity - don’t be afraid to think outside of the box for solutions. In this case, cold calling a furniture factory in another country resulted in a solution that became a global standard.
- Interventions don’t only reduce injuries, they also improve things like:
- Product quality, due to reduced worker fatigue
- Worker satisfaction and morale, and
- Productivity.
Step 7: Provide Education and Training
Step 7 of the Guideline is focused on education and training related to MSD, which should be provided to everyone in the organization including all managers, supervisors, and workers to ensure they have the knowledge and skills they need to work safely. This can be approached in different ways for different organizations, and one example demonstrated below is how Allison leveraged the relationships and resources available to her at two Universities to create a training program that could be launched throughout the North American Ford plants.
Collaboration with University of Michigan and University of Waterloo
Allison engaged the University of Michigan who had an existing relationship with Ford, and the University of Waterloo to create an ergonomics and MSD training program that could be used at all facilities, for all levels of management. This was high-level training that could be provided to all workers and was not job specific. This training program consisted of:
- MSD Hazard identification
- Local Ergonomics Committee creation
- Job improvement cycle education
Bringing in the experts gave the program added credibility. It was no longer the internal Ergonomist saying it's a good idea to implement this program, now it had the backing of the Universities as well.
The development of this training program pre-dated some of the resources that are now available free of cost to employers in Ontario, including resources within the MSD Prevention Guideline for Ontario. The Guideline includes evidence-based resources that can be utilized by different workplace stakeholders such as employers, health and safety professionals, ergonomists, and workers. While Allison/Ford had the resources and the need to collaborate with two Universities to create their training program, organizations now have access to resources online through the Ontario Health and Safety System.
Key Messages
- Don’t recreate the wheel – use evidence-based resources (i.e., MSD Prevention Guideline, Ontario’s health and safety system partners) within your training programs to ensure you have the best available information and help get your management on board.
Related Resource
Ford Global Article
Author: Brad Joseph
Step 8: Evaluate Controls, the Program & the Org.’s Performance
Step 8 of the Guideline focuses on the need to evaluate the effectiveness of controls that have been implemented in the organization within the MSD program, and how they relate to the organization’s performance. Collecting and analyzing this information allows an organization to look at the different components of the MSD prevention program and determine what is working and what may need to be changed to ensure success. Allison was able to leverage existing processes at Ford to evaluate components of the MSD prevention program, which is explained in more detail below.
Safety, Quality, Delivery, Cost, Morale (SQDCM)
A successful ergonomic program also positively impacts other performance metrics including quality, efficiency, worker satisfaction, and scrap. In order to measure these impacts in terms of ergonomics program effectiveness at a program level and communicate them to upper management, Ford Motor Company developed a process that would quantify the impact of ergonomic improvements through the measurement of changes to key metrics (Safety, Quality, Delivery, Cost, Morale, and the Environment).
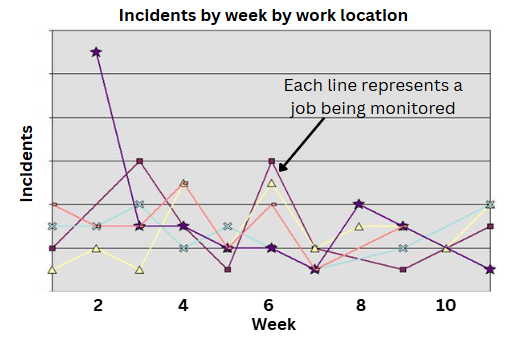
The collection of the data was intentional. The planning of intervals that data would be collected was referred to as the Ergonomics SQDCM process. This plan and execution of the SQDCM process was part of the Ergonomist's job. Using systems such as job codes (see Step 3) that anonymously linked injury information to specific jobs was essential to measuring the success of the ergonomics program. The figure above provides an example of tracking incidents by job codes over time.
The impact of ergonomics can be measured at the individual level, which were referred to as ‘case study’ (see ‘Ergonomic SDQCM Key Metrics’ below). The impact of improving many jobs through the use of the Ergonomic Job Improvement cycle (equivalent to RACE), impacted plant wide statistics. The table below shows the data that was collected to identify trends and quantify the impact that the ergonomics program was having.
Ergonomic SQDCM Key Metrics
Key Terms:
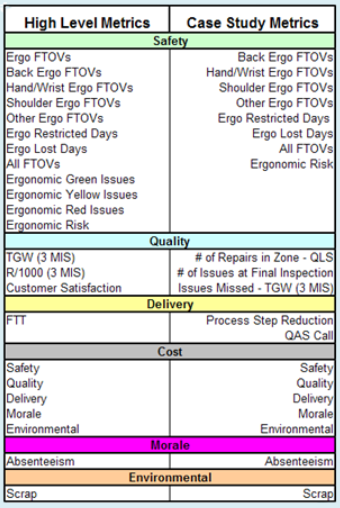
FTOVs: first time occupational visits. ‘Ergo’ refers to a filter of diagnosis to include tendonitis and repetitive strain and does not include lacerations or acute injuries.
Red/ Yellow/ Green issues were based on a risk score for every job in the plant.
Quality: TGW - Things gone wrong warranty claims were filtered for assembly manufacturing errors such as worker error, connectors not connected properly, weatherstrip not installed fully (it would not include design issues)
Delivery: FTT - First time through. The average time to building the vehicle with no errors including downtime of equipment. This was not impacted by ergonomics significantly but optimized processes for ergonomics does aid in running production smoothly.
Process Step Reduction: the amount of time saved by elimination of process steps such as bending to reach a part.
Cost – savings related to indirect costs.
Key Messages
- Collecting data such as quality improvements, cost, morale, and environmental metrics, along with injury statistics and MSD related medical visits, helps evaluate the impact of your ergonomics program.
- If you rely on injury statistics alone, they are lagging indicators. SQDCM tracked in-process indicators (i.e., how many jobs you have done ergonomics assessments on).
- When you’re evaluating the program, consider what matters to your leadership and what systems are in place to track these metrics. Align the ergonomics metrics with these existing systems and goals.
Step 9: Document Lessons Learned and Stakeholders’ Feedback
Step 9 of the Guideline focuses on the need to review the MSD prevention program to identify gaps and barriers and identify areas for improvement. This should include gathering feedback from stakeholders (such as workers) and learning from success and failure stories that will ultimately result in continued improvement of processes and approaches.
Best Practice Database
“Success and collaboration might as well be synonyms in the world of ergonomics and manufacturing. This fact was made clear in the late 80s with our Best Practices Database. Before email and document sharing, Ford engineer, Stan Kwiecien, developed a database to share designs and solutions that increased productivity and resulted in cost savings. We wanted ergonomics to be included too.
Before, each manufacturing plant was its own island. Each plant had its own manufacturing processes and needed to find solutions independently. After the database was implemented, Ford plants everywhere could collaborate and share solutions.
Quickly after the implementation, the success of the database was apparent and we began hosting best practice conferences. Through this avenue, the ergonomics solutions demonstrated the interaction of improving productivity and quality. Each year a different plant would host other representatives and highlight what they were doing well. I loved it. People coming together to share ideas, solutions, and successes. One year, it was hosted at my home plant in St. Thomas, Ontario, and it was great to show off what we were doing and see other professionals get their own “ah ha!” moments from us.”
Key Messages
- Take advantage of knowledge and ideas from other ergonomics and safety professionals with similar goals – collaboration is the key to a safe workplace.
- Sharing ideas within your organization, and keeping track of both what worked and what didn’t work is essential to the continuous improvement of your program.
Step 10: Review Processes, Achievements, and Identify Areas for Improvement
Step 10 of the Guideline is focused on the organization reviewing the MSD prevention program in planned intervals to identify areas for improvement. This needs to be done by senior management, and may facilitate changes in the program. Review of the program also provides opportunity to recognize and reward the team, which is essential to keep momentum going.
Development of Ergonomics as part of Engineering: use of Digital Human Models
“We moved ergonomics from reactive health and safety, to proactive engineering to stop recreating the same old problems. I was sick and tired of seeing designs like high insertion efforts on hoses, no hand access to electrical connectors or assemblies, and needing a complete redesign. The engineers had no way of knowing how their part would be assembled – their job was to design a car that worked, not a car that could be assembled (or so they thought). The engineers had their computer automated design (CAD) models, which included parts only. A model of the worker (even a disembodied hand) had never been used. So the most reasonable solution was to create a CAD model of a human being. Enter: Jack and Jill, our digital human models.
We collaborated with the University of Pennsylvania to create digital human models (DHM) to be included in our design process. How would a person fit in to assemble the parts being designed? We could find out before the designs even left the computer screen. The DHM was not perfect. Details as seemingly inconsequential as fingernails were included. I gave “Jack” (the DHM) a manicure because we needed to get a better idea of hand position. The University of Pennsylvania model became the Siemens Jack and Jill, with University of Michigan HUMOSIM guiding the way for advancements.
The cost-savings were obvious, which is why the joint research project between the big three automobile manufactures was as revolutionary as it was. Ford, GM, and Chrysler all came together to pioneer this Digital Human Model technology at the United States Council for Automated Research (USCAR). This research created the foundation for how many ergonomics programs evaluate tasks to this day, and allowed the ergonomists to make more upstream, proactive improvements in design phases rather than having to make all their changes reactively, which is more costly to the employer.”
Impact of Digital Human Modelling: Long Term
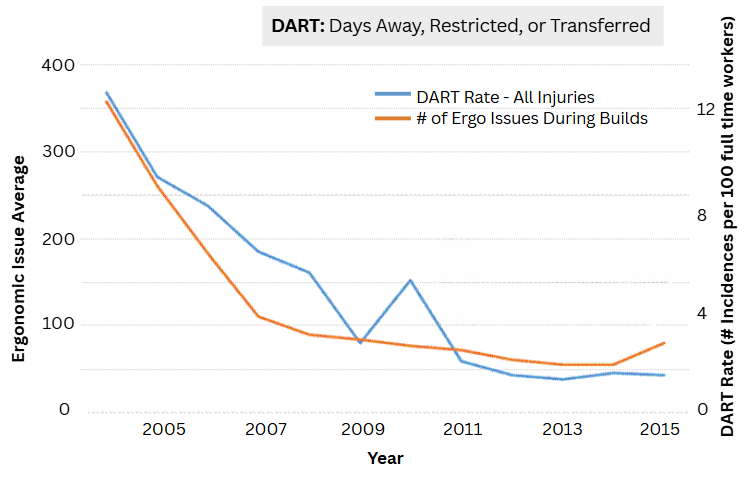
This figure represents the culmination of 10 years of improvements in Digital Human Modeling and virtual ergonomics at Ford. Since the integration of the digital human modelling and virtual assessment there was a 90% reduction in the number of ergonomics issues (related to reach, hand clearance, or force) during physical builds (Red Line). This was a direct result of our enhanced virtual analysis methods and supported by a 77% decrease in DART rate over the same time period.
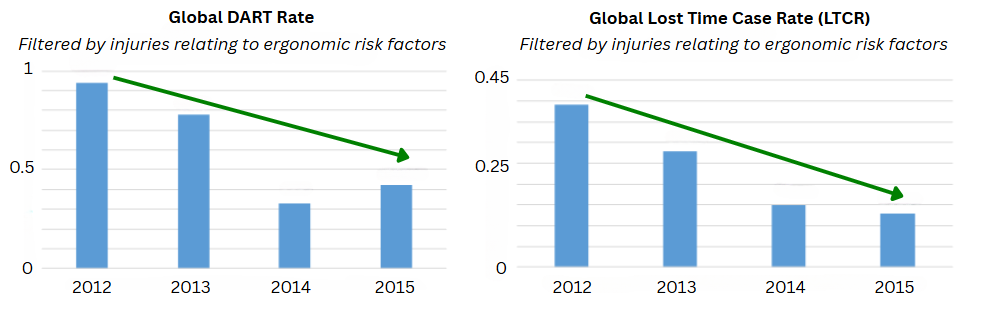
There has been a 55% reduction in Global DART rate (left) and a 67% decrease in Global LTCR (right) since the implementation of the digital human modelling and virtual assessment.
Impact of Digital Human Modelling: Short Term
Before Implementation of DHM
Key term: FTOV, first time occupational visit. Ergo refers to a filter of diagnosis to include tendonitis and Repetitive strain and not include lacerations or acute injuries.
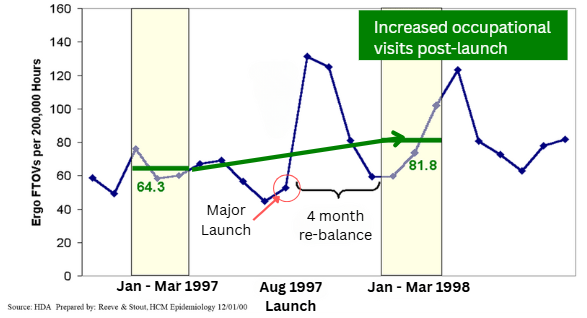
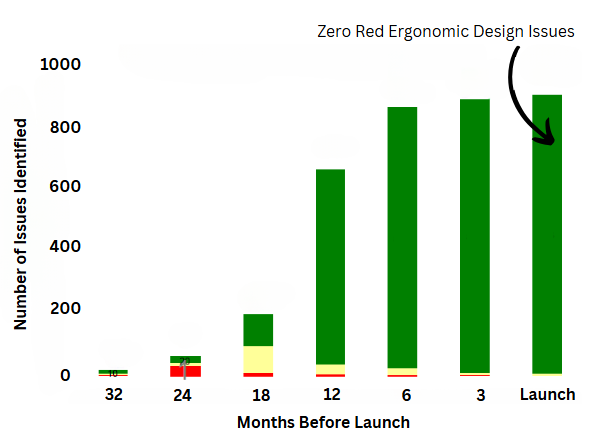
This figure shows data from a new vehicle launch before the implementation of proactive ergonomic standards. In this case, only reactive strategies (find and fix) were being used - if an ergonomic issue was identified in the previous model, it would not carry over to the new line.
After Implementation of DHM
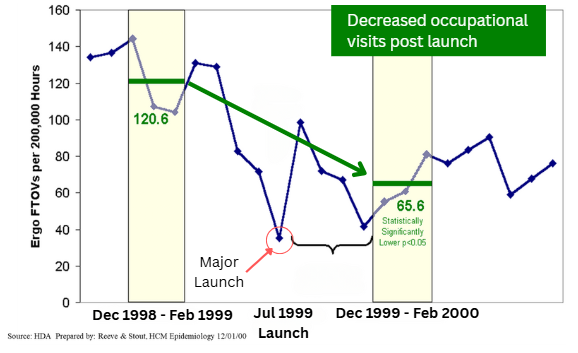
The figure shows a major launch after implementing ergonomics engineering guidelines, standards, and using digital human models before launch of the new line. Overall, the proactive strategy resulted in a significant reduction in the lagging indicator (FTOV) which includes sprains and strains.
Creating a Sustainable Program
Global Standard Cell
“When I toured a Ford plant in China, I saw the wheel-decking roller table I had designed years earlier at the St. Thomas plant. The solution I had developed in my early years as an ergonomist was being used on the other side of the world; not because they had a problem to fix, but because that was just the way it was done. It had been such a success it was included in the Global Standards, every Ford plant around the world could now install the roller table as the standard way to install tires. New plants like the one I visited in China never installed tires the old way. That’s how we eliminate MSD risk; don’t let it enter the plant.
When Ford went global at the end of the 20th century, they created a manufacturing standard; every plant in every country, regardless of local regulations, met our process criteria. Since ergonomics was part of the engineering department, the ergonomists had a chance to review each new Global Standard Cell before it was completed. This allowed ergonomics changes and principles to be written directly into the design that all plants could reference, and that new plants would follow to set up their processes. Since this was written into the standard, it prevented the need for an ergonomist to make reactive design changes, saving both time and money for the organization and creating a sustainable, self-sufficient ergonomics system.
There are a few times from my career at Ford when I can look back and say “wow, we made a big impact” and one of those times was cementing our ergonomics interventions into the Ford Global Standard Cells. If we find the right way to do something, then we should replicate it as much as we can.”
System Design Specifications (SDS)
Ergonomic guidelines written into Engineering specs and vendor requirements
“Ford Motor Company was adopting ergonomics as part of engineering, it was an integral part of how Ford operated. It was expected that our vendors, the people selling us parts and providing equipment, would operate to the same ergonomics standards. It was therefore required and included in Ford’s bid packages that they meet our System Design Specifications. It was all well and good to have a well designed manufacturing process, but there were times when the parts themselves were the root cause of the issue, like insertion efforts.
For example, there were hoses which required high insertion force to install. The analysis showed it exceeded the strength of 25% of the female population. Our standards were to ensure 75% of the female workers had enough strength to install the part at 1/min. The solution was in the design and manufacturer of the hose. We invested a lot of effort to outline and test new parts to find how they could meet the insertion efforts through a Six Sigma project. In the sustainability (prevent reoccurrence) steps of Six Sigma, we updated the Ford hose specifications to include friction fit requirements, deformity and hose wall thickness to ensure the end assembly installation force was acceptable. Now, when Ford sources parts, they send out bid packages to companies outlining the required ergonomics standards. It is the supplier’s responsibility to demonstrate that their parts meet the ergonomics standards. It is part of doing business with Ford. Ergonomics is part of the culture and Engineering process.”
Key Messages
- Fix the problem once and for all!
- Ask yourself: how do we make sure this problem (i.e., high insertion forces) never happens again?
Related Resources
Article: The Truck that Jack Built
Author(s): Allison Stephens, Christina Godin
USCAR Electrical Specifications
Coming soon
Supporting Case Study
Coming soon
Reflections
Key Factors to Success
- Demonstrating leadership commitment goes beyond a written policy. Show workers that ergonomics is integrated into the company culture, and that it’s a core value within the organization.
- Ergonomics programs have wide-spread impact, which extends beyond the health and safety department:
- Safety is everyone’s responsibility and all departments have a role to play.
- Departments impacting job design should be responsible for reporting on ergonomics and MSD injuries.
- Ergonomics improvements to work design that are driven by injury prevention can also improve other key performance metrics, such as efficiency and product quality.
- Learn what is motivating other key stakeholders and departments (i.e., engineering, purchasing, quality, etc.) and use that to push ergonomics projects forward as a team.
- Participatory approach is key:
- Engagement at all levels, having fun, and working as a team improves company culture, builds teamwork, and encourages open communication to share new ideas.
- Developing solutions takes creativity and collaboration.
- Some changes take a long time to implement and are not easy to justify. Don’t give up, the effects of good solution can have cascading effects.
- Metrics are important:
- Use both leading (MSD risks) and lagging (MSD injuries and discomfort) indicators.
- Injury tracking systems need to link injuries with jobs for risk assessment.
- Consider the organization’s performance metrics (i.e., safety, quality, productivity, cost) and tracking systems.
- Evaluate the program through monitoring metrics against program activities.
- Communicate results of program evaluation in a way that key stakeholders will understand to justify the time and resources allocated.
- Develop sustainable systems:
- Integrate ergonomics standards and guidelines into design and procurement processes.
- Share lessons learned in a systematic way throughout the organization to prevent reoccurrence of MSD hazard exposure through design.